Raimund Kalinowski
Unternehmensberatung
und Sachverständigenbüro
|
[Anm.:
(falls Sie auf diese Seite direkt durch einen link einer Suchmaschine
gekommen sein sollten), der Verfasser lädt Sie zum stöbern ein und freut sich über Rückmeldungen - bitte beachten Sie die Hinweise zum copyright unter Kontakt] Trockene Materie Wichtige Punkte beim Malz- und Schrothandling Lehrer, die ihren Beruf als Berufung betrachten, wollen die Fehler ihrer eigenen Lehrer nicht wiederholen, aber trotzdem bewegen sie sich stets im begrenzten Umfang ihres erlernten Wissens, wie ein Gefangener in der Justizvollzugsanstalt. Reportagen beim WDR oder auf ARTE „dehnen“ eine Information, die man in 1 Minute darstellen könnte, auf ein 45 Minuten Format. In der Lehre ist es üblich, den Weg möglichst ausführlich darzulegen. So verwundert es nicht, dass im Bereich der Malz- und Schrotlagerung und -förderung in der Lehre historisch wertvolles ebenso, wie für heute nützliches Wissen zwar sauber strukturiert gelehrt wird, der Lernende hingegen die Struktur nicht immer erkennt und sie für ihn als Wissenssuppe serviert wird und bei ihm historisch interessante Maschinen, statt der heute gebräuchlichen im Gedächtnis bleiben. Gerade in diesem brautechnologisch eher langweiligen Bereich überlässt man das spezifische Fachwissen gerne dem Lieferanten, da man davor zurückschreckt, die wirklich erforderlichen Informationen zusammenzusuchen. Deshalb sollen nachfolgend nur ein paar Punkte mit Problempotenzial herausgegriffen werden ohne das Thema systematisch oder annähernd vollständig zu behandeln. Die Verantwortung dem Lieferanten zu überlassen, ist aus Kundensicht grundsätzlich erstrebenswert. Obwohl der Kunde sein Lastenheft sorgfältig erstellt hat, definiert der Lieferant im Angebot regelmäßig Eckdaten, die nicht geeignet sind das Lastenheft (voll umfänglich) zu erfüllen. Wenn daraufhin eine Anlage mit Fehlern ausgeführt wurde, streiten die Vertragspartner um eine Entschädigung, aber die Techniker leben Jahrzehnte mit den Mängeln. Stoffdaten Silobauer (die natürlich komplette Siloanlagen inkl. Entstaubung und Fördereinrichtungen lieferen) rechnen „standardmäßig“ mit „Schwergetreide“ mit einer Schüttdichte von meistens 0,75 kg/l.
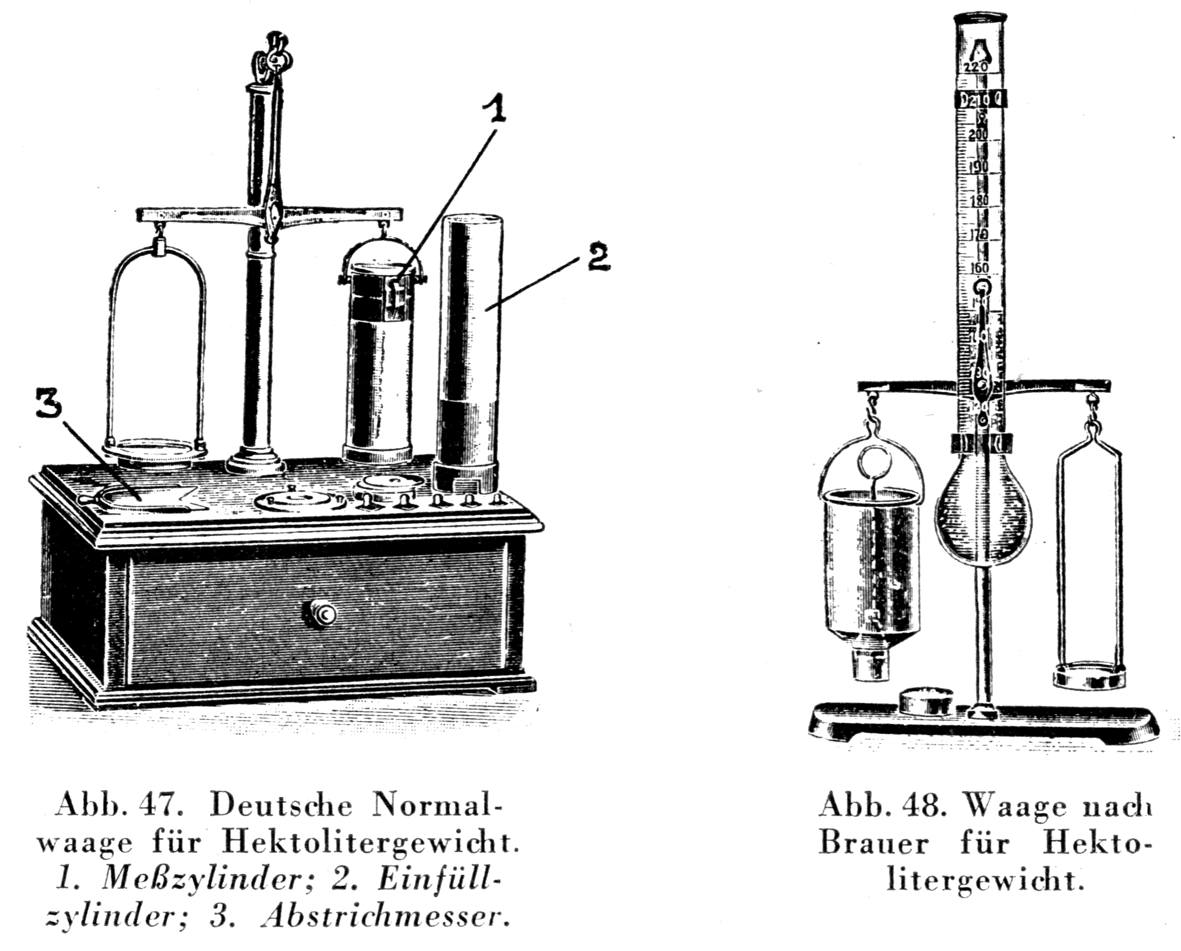
Abb. 1 Ermittlung der Schüttdichte [aus De Clerck, Lehrbuch der Brauerei, Band II, 1952] Delbrück hat vor über 100 Jahren geschrieben, Malz hätte ein Hektolitergewicht von 48 bis 60; De Clerck bezeichnet 1964 ein Hektolitergewicht von 45 bis 55 kg als normal und wenn man „googelt“ kommt man fast zwangsläufig auf die Seite: http://www.mollet.de/info/schuettgutdichte.html; hier wird Malz mit 0,30 bis 0,50 kg/l und Malzschrot mit 0,40 kg/l aufgeführt oder auf die Seite: http://www.bv-net.de/deutsch/080_service/08600_schuettguttabelle.htm, wo die Schüttdichte von Malz mit 0,35 bis 0,45 angegeben wird. Wolfgang Kunze verzichtet darauf einen Wert zu nennen und schreibt: „Auch die Hektolitermasse wird wie bei der Gerste berechnet. Man bestimmt sie aber kaum, weil der Aussagewert gering ist“. Bei der Sinkerprobe stellt Kunze fest, dass gut gelöstes Malz schwimmt, aber trotzdem nennt er eine Dichte von Malz zwischen 1,1 bis 1,18 kg/dm³. De Clerck weiß, das schwimmendes Malz eine Dichte von unter 1 haben muss und nennt 0,98. 1972 schreibt Narziss: „Gut gelöste, sachgemäß getrocknete Malze haben hl-Gewichte zwischen 48 und 55kg. Genauer kann das Volumen des Malzes über sein spezifisches Gewicht bestimmt werden, das im Bereich zwischen 1,08 und 1,20 liegt, ...“? Dworsky und Lense nennen 1936 ein Malz-Hektolitergewicht von 54 bis 56 kg. In den USA ist ein Bushel (35,2391l) Malz mit 15,4221 kg festgelegt, dies entspricht einem Hektolitergewicht von 43,8 [zum Vergleich: Weizen ‑ das typische „Schwergetreide“ ‑ hat in den USA demnach ein Hektolitergewicht von 77]. Nach Lewis und Young errechnet sich aus dem Buschelgewicht in Australien und Neuseeland eine Schüttdichte von 0,50 kg/l und in Großbritannien und Südafrika von 0,52 kg/l, der Wert von 0,44 kg/l für die USA und Kanada wird hier bestätigt. Die Spannen der hier genannten Werte aus der historischen Literatur sind für die Praxis kaum brauchbar. Wenn mehrere Autoren eine anzustrebende Dichte von über 1,1 nennen, besteht die Vermutung, dass auch andere Werte von ungenannten Quellen stammen und beim Übertragen der Werte Fehler entstanden sein könnten. Laborwerte [Abb. 1] lassen sich nur bedingt für die Auslegung gebrauchen, da mit der Schütthöhe und der Fallhöhe beim Befüllen eine Verdichtung eintritt. Je nach Art der Befüllung eines Silos entscheidet der Böschungswinkel ‑ der sinnvoller als Schüttwinkel bezeichnet wird ‑ mit über das nutzbare Volumen. Der Auslaufwinkel des Silos sollte steiler sein als der Schüttwinkel. Der weltweite Marktführer für Mälzereien und Schrotereien kennt natürlich die sinnvoll anzusetzenden Werte. Seit vielen Jahren wird zur Auslegung des benötigten Volumens mit einer Schüttdichte von 560kg/m³ gerechnet, obwohl die vermälzten Gerstensorten sich in den vergangenen Jahrzehnten stark verändert haben. Mechanische Förderer sind Volumenförderer, Fördergeschwindigkeit und Füllungsgrad bestimmen zusammen mit der Schüttdichte die Förderleistung, die üblicherweise in Tonnen pro Stunde angegeben wird. Wenn der Lieferant durchgängig mit Schwergetreide rechnet, werden sowohl die Silos als auch die Förderer zu klein ausgelegt. Malzsilos Grundsätzlich sind Malzsilos relativ unproblematisch. Malz neigt nicht übermäßig zur Brückenbildung und fließt gleichmäßig und vollständig aus dem Silo, wobei bei eckigen Silos der Eckwinkel ‑ der flacher ist als der Winkel der Fläche ‑ häufig nicht berücksichtigt wird, was dazu führt, dass Malz teilweise in den Ecken liegen bleibt. Beton-, Textil-, Wellblech- oder (Edel-)Stahlsilos sind grundsätzlich für die Malzlagerung geeignet. Das ein geschraubter Wellblechsilo den Konstrukteuren, Herstellern und Monteuren deutlich mehr Möglichkeiten für Fehler bietet und auch Anbieter, die nicht über die erforderliche Sachkenntnis verfügen sich zutrauen solche Silos zu liefern, kann durch entsprechende Sorgfalt und begleitende Prüfungen des Kunden weitgehend kompensiert werden.
Abb. 2 Textilsilos und Rohrkettenförderer gehören in der Brauerei zu den Exoten; die 10,4 t beziehen sich auf Schwergetreide mit 0,8t/m³; d.h. mit 7,3t Malz ist dieser voll Durch einen Verteilteller unter dem Befüllstutzen kann das nutzbare Volumen vergrößert werden. Bei Annahmebunkern ist es üblich die Entleer-Förderleistung für die maximal zulässige Abladezeit vom Nutzvolumen des Annahmebunkers abzuziehen. Dies ist vielen Auftraggebern nicht bewusst; es sollte deshalb vor der Auftragsvergabe das Nutzvolumen und nicht nur eine „Annahmeleistung“ von z.B. 20 t alle 4 h, zulässige Abladezeit 30 Minuten, geprüft werden. Schwinggabeln als Füllstandsgrenzsschalter werden seit Jahrzehnten erfolgreich eingesetzt. Eine kontinuierliche Füllstandsanzeige durch eine Bilanzierung der Zu- und Abgänge funktioniert gut, wenn ein Silo regelmäßig vollständig entleert wird, andernfalls summieren sich die unvermeidbaren Fehler stetig und führen mit der Zeit zu unbrauchbaren Anzeigen. Bei den kontinuierlichen Füllstandsmessungen konnte sich noch kein Messprinzip deutlich hervortun, offensichtlich funktionieren alle prima unter den vorgesehenen Betriebsbedingungen und weniger gut, wenn sie am dringendsten gebraucht würden. In vielen Betrieben ist es üblich vor dem Abladen den Friabilimeterwert zu ermitteln. Häufig steht die Labormitarbeiterin neben dem Malzwagen und gibt dem Fahrer ‑ der auf dem Wagen steht ‑ Anweisungen zur korrekten Probenahme.
Abb. 3 Trogkettenförderer zur Befüllung von Betonsilozellen „Analysezellen“ und automatische Probenehmer findet man eher selten. Nachdem die Freigabe zum Abladen erteilt wurde, wird hier das Malz nicht direkt eingelagert, sondern wird in einem Einzelchargensilo zwischengelagert. Auf dem Weg dorthin wird automatisch eine Durchschnittsprobe gezogen und mit einem Probenteiler auf die für die Analyse benötigte Menge reduziert. Erst nachdem die Vertragskonformität durch die Analyse stichprobenartig gewählter Parameter bestätigt wurde, wird die Lieferung eingelagert, andernfalls wird eine Mängelrüge erteilt und verlangt, dass die mangelhafte Lieferung wieder abgeholt wird.
Abb. 4 Wellblechsilos, Ausläufe und Förderer im Untergeschoss Schrotrumpf Da die Bauhöhe meistens begrenzt ist, Schrot zur Brückenbildung neigt und der Schüttwinkel steiler ist, als bei Malz, sollte ein Schrotrumpf inkl. Austragsförderer und evtl. Verteilförderer nur von qualifizierten Mühlenbaufirmen bezogen werden, die nachweislich über den erforderlichen Sachverstand verfügen. Falls hingegen genügend Bauhöhe zur Verfügung steht, um einen Schrotrumpf mit asymmetrischen sehr steilen Auslaufwinkeln ohne Auslauf- und Verteilförderer zu installieren, ist die konstruktive Gestaltung relativ einfach. Explosionsschutz Neben einer bestimmten Staubkonzentration in der Luft, wird eine ausreichend starke Zündquelle benötigt, damit eine Staubexplosion stattfinden kann. Zur Vermeidung von Staubexplosionen werden 3 Wege beschritten: 1. Keine Zündquelle; 2. Staubkonzentration zu niedrig; 3. Staubkonzentration zu hoch (z.B. innerhalb eines Walzenstuhls). In der Regel werden alle 3 Wege innerhalb einer Anlage beschritten, wobei die Lichtschalter mit entsprechender Zulassung sicherlich den geringsten Nutzen bringen, da die Staubkonzentration in der Nähe des Schalters vermutlich niemals eine zündfähige Konzentration erreicht. Übliche Zündquellen sind Wellenlager die heiß laufen oder schleifende Bauteile, z.B. ein gestauchtes von der Welle abgerissenes Schneckengewinde oder ein schief laufender Elevatorgurt. Elevatoren sollten grundsätzlich ‑ unabhängig von der Bauhöhe ‑ mit einer Rücklaufsperre versehen sein. Schieflaufwächter und eine Schlupfmessung durch Erfassung der Drehzahl der nicht angetriebenen Trommel gehören ebenso wie Schanzklappen an Schnecken- und Trogkettenförderern seit Jahrzehnten zum Standard. Das die Schalter dieser Sicherheitseinrichtungen als Öffner ausgeführt werden, sollte selbstverständlich sein. Um die Folgen einer Explosion oder Verpuffung zu reduzieren, werden Druckentlastungsöffnungen vorgesehen. In Gebäuden findet man häufig Leichtbauwände, die im Falle einer Explosion z.B. auf ein Vordach fallen sollten. Druckentlastungsöffnungen an z.B. Walzenstühlen machen ebenso wie die Leichtbauwand im Gebäude nur Sinn, wenn der Rest druckstoßfest ausgeführt ist, sodass die Druckwelle in den vorgesehenen Weg gezwungen wird. Wenn Wände, Türen oder Dächer von der Druckwelle früher erreicht werden und ihr nicht standhalten können, werden diese bersten und die vorgesehene Druckentlastung bleibt intakt. Druckstoßfeste Gebäude wird man in Brauereien vermutlich vergeblich suchen und druckstoßfeste Schrotmühlen wurden auch erst zur Jahrtausendwende eingeführt. Druckstoßfeste Fördereinrichtungen ‑ teilweise in Kombination mit Schnelllöscheinrichtungen ‑ gibt es zwar bereits seit 40 Jahren, aber so wie man druckstoßfeste Gebäude eher in kernkrafttechnischen Anlagen findet, werden diese Förderer für spezielle Anwendungen und nicht in Brauereien geliefert. Aspiration Um die Räume staubfrei zu halten, werden Förderer und Maschinen im Unterdruck betrieben. Bei der Aspirationsanlage handelt es sich im Prinzip um eine pneumatische Saug-Förderanlage. So wie bei der Auswahl von Kreiselpumpen gewöhnlich ein zu hoher Differenzdruck gewählt wird, ist er bei Radialventilatoren häufig zu niedrig. Bei Förderern kann eine Aspiration am Auslauf eine zündfähige Staubkonzentration verhindern. Wenn man den Aspirationsluftbedarf aller Maschinen inkl. Förderer addiert erhält man nicht den erforderlichen Aspirationsluftbedarf. In allen Aspirationsrohrleitungen muss ständig eine Strömungsgeschwindigkeit herrschen, die ein Absetzen von Staub sicher verhindert. Üblicherweise ist am Anfang der Leitung ein sogenannter Falschluftstutzen installiert, der eigentlich Förderstromstutzen heißen müsste; durch diesen wird die Hauptluftmenge zugeführt und die in Förderrichtung danach angeschlossenen Maschinen und Förderer besitzen ein Stellventil (häufig als Klappe oder Handschieber ausgeführt) dass sicherstellt, dass zwar Staub, aber keine Malzkörner abgesaugt werden. Falls der Anschluss von einer Maschine zur Aspirationsrohrleitung nicht sehr kurz und nicht vertikal ausgeführt werden kann, ist ein zusätzlicher Falschluftstutzen erforderlich. Über eine Leistungsmessung des Ventilatorantriebs kann festgestellt werden, wo er auf der Kennlinie läuft. Zusammenfassung Die Erkenntnis, dass Druckentlastungsöffnungen nur in Kombination mit druckstoßfesten Ausführungen Sinn machen, mag für einige neu sein, da jahrzehntelang unsinnige Druckentlastungen geplant und gebaut wurden. Dass man Staub in einer Aspirationsrohrleitung nur fördern kann, wenn die Strömungsgeschwindigkeit hoch genug ist und dass Staub es leichter hat, sich in waagerechten Rohrleitungen abzusetzen als in vertikalen, ist jedem bekannt. Obwohl vieles seit vielen Jahren bekannt ist, werden Malzsilos und -förderer für „Schwergetreide“ gekauft oder das Kabel am Schalter der Schanzklappe des Schneckenförderers endet im Nichts und führt trotzdem nicht zur Störung, da der Schalter als Schließer ausgeführt wurde. Vermeidbare Fehler sollten vermieden werden. zur Themenübersicht Brauerei zur Themenübersicht Allgemein zur Themenübersicht Getränke |